
ابزار سخت افزار Mianyang Yasen بیش از 10 سال تجربه در ساخت مته های چوب کاری با انواع مختلف دارد: مته های براد پوینت (دریل رولپلاک)، سوراخ سوراخ دار، تکه های حفاری لولا و غیره. امروز قصد داریم برخی از مشکلات رایج در استفاده از نجاری را خلاصه کنیم. مته های زیر:
علت بریدگی در سوراخ ماشین کاری شده
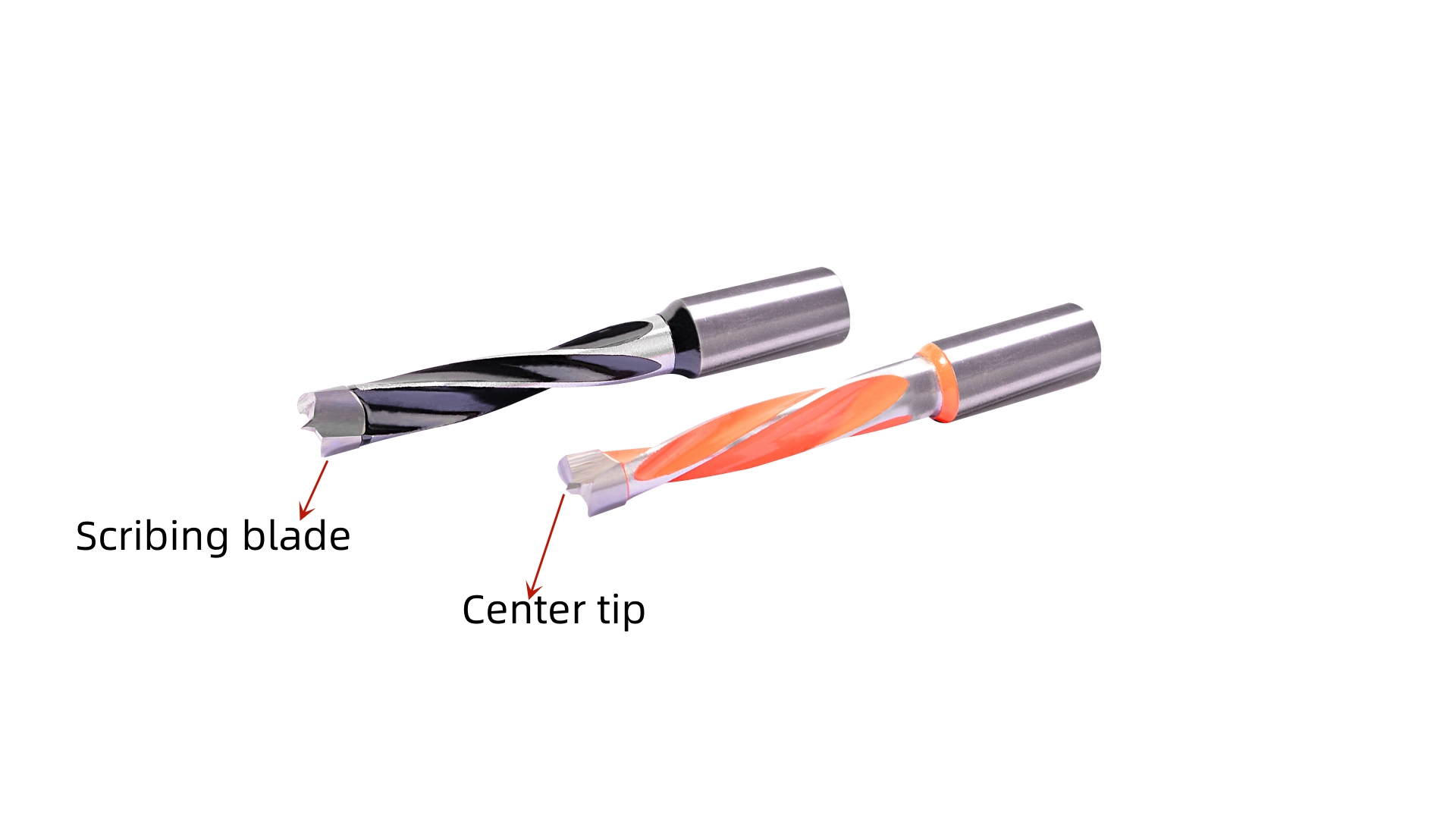
1. تیغه خط نویس تیز نیست و دو تیغ خط نویس از نظر ارتفاع برابر نیستند.
2. مرکزیت نوک مرکزی و ساق با استاندارد مطابقت ندارد.
3. دوک ماشین ابزار خود دارای ریزش زیادی است.
4. صفحه پردازش شده (قطعه کار) دارای یک پدیده متحرک است.
5. سرعت اسپیندل با سرعت تغذیه ابزار مطابقت ندارد.
6. تمرکز کوپلینگ سریع مته ردیفی زیاد نیست یا سایر داده های فنی استاندارد نیستند.
دلیل پدیده بیضوی سوراخ بعد از ماشین کاری
1. نوک مرکزی و دسته یکسان نیستند، یا نوک مرکزی تیز نیست.
2. قطعه کار در طول فرآیند حفاری حرکت می کند.
3. سرعت اسپیندل با سرعت تغذیه ابزار مطابقت ندارد.
4. مرکزیت کوپلینگ مته ردیفی زیاد نیست یا سایر داده های فنی استاندارد نیست.
5. نشیمنگاه مته دکل حفاری ردیفی شل یا آسیب دیده است.
علت دود و خمیر در هنگام پردازش
1. لبه چاقو تیز نیست و مته باید تعویض شود.
2. شیار مارپیچ (چاپ تخلیه تراشه) مسدود شده است که منجر به برداشت ضعیف تراشه می شود.
3. رطوبت قطعه کار (مواد پردازش) بیش از حد استاندارد است، محتوای چسب صفحه خیلی سنگین است یا کیفیت چسب خوب نیست (MDF و تخته سه لا به ویژه برجسته هستند)
4. سرعت تغذیه ابزار با نوع مواد پردازش شده و عمق سوراخ مطابقت ندارد.
5. نوع مته مناسب برای پردازش مواد را انتخاب کنید.
آدرس: شهر میانیانگ، استان سیچوان، چین
همراه: +86-15386660937
تلفن: +86-816-2406189
فکس: +86-816-240619
Email/Skype: joyce.yasendrill@outlook.com
وی چت: YS15386660937
زمان ارسال: نوامبر-05-2022


